
日本酒度とは
日本酒度というのは、日本酒の比重を表すために作られた単位と言えます。日本酒に含まれる糖分の測ることによって算出するため、多くの方は日本酒の甘口、辛口を知るための目安としています。日本酒度は多くの場合、その日本酒のラベルに記載があり、+3.0やー1.0など、プラス、マイナスの数値で表示されています。マイナスになるほど日本酒に含まれる糖分が多くなります。
日本酒度の目安
日本酒に含まれる糖分を計測するため、多くの場合その日本酒が甘口か辛口かの目安として参考にされることが多くなっています。
その目安については以下の通りです。

日本酒度による味わい
あくまでも目安で、なかには日本酒度ー3.0の辛口の日本酒もあります。確実にそれが甘口辛口を示しているものではありません。
酸度とは
日本酒のラベルに記載される酸度とは、日本酒を作る過程において、米などの原料から発生した乳酸、クエン酸、リンゴ酸などの酸の含有量を示したものとなっています。
日本酒に含まれる酸は、味を引き締める役割を果たす場合が多く、酸度が高いほうが味にキレやメリハリがつきます。逆に酸度が低いと味がボヤけてしまうために、飲みごたえを感じない人が多いようです。
酸度が高いことで芳醇、濃厚な味わいとなり、低いと淡麗と言われるようになります。味わい与える影響としては、酸度が高いほど辛口に、低いほど甘口に感じる場合が多いでしょう。
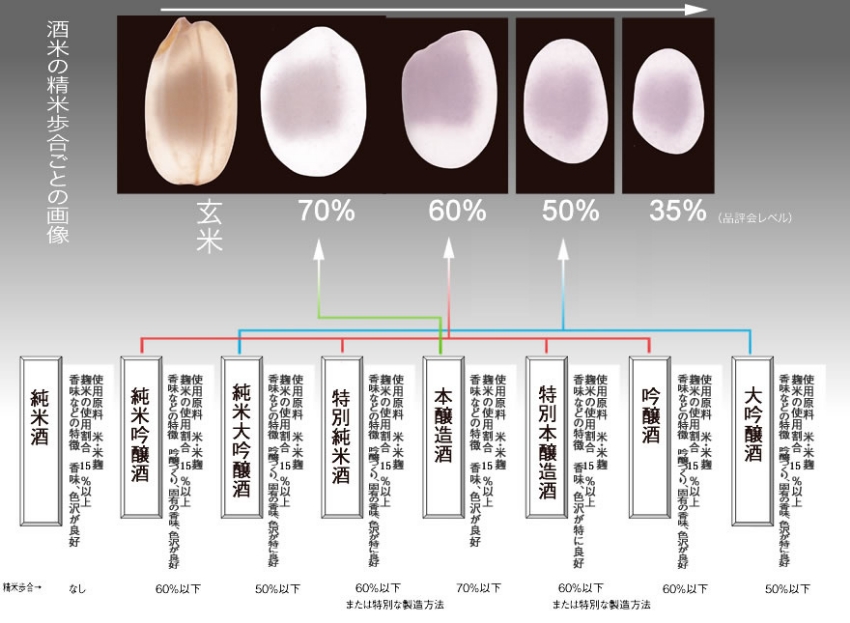
精米歩合とは
精米歩合とは、白米のその玄米に対する重量の割合をいいます。精米歩合60%というときには、玄米の表層部を40%削り取ることをいいます。
米の胚芽や表層部には、たんぱく質・脂肪・灰分・ビタミンなどが多く含まれ、これらの成分は清酒の製造に必要な成分ですが、多すぎると清酒の香りや味を悪くしますので、米を清酒の原料として使うときは、精米によってこれらの成分を少なくした白米を使います。
ちなみに、一般家庭で食べている米は精米歩合92%程度の白米ですが、清酒の原料とする米は、精米歩合75%以下の白米が多く用いられています。特に、特定名称の清酒に使用する白米は、農産物検査法によって、3等以上に格付けされた玄米又はこれに相当する玄米を精米したものに限られています。
原材料
■ 酒造好適米(しゅぞうこうてきまい)日本酒造りに適した性質をもつ酒造専用米品種の総称。食糧法では醸造用玄米という。ごはんで食べる米より大粒で心白があるものが多い。山田錦をはじめとした有名品種のほか、最近では各地で優秀な新品種が開発され、また、古い品種の復活もあって、日本酒のバラエティーを豊かにしている。全国で少なくとも96品種(平成23年)が栽培されている。
■ 山田錦(やまだにしき)代表的な酒造好適米品種。香りの高い大吟醸酒用として特に人気がある。昭和11年命名。 ※戸田酒造でも使用しています。
■ 五百万石(ごひゃくまんごく)新潟、北陸中心に栽培されている酒造好適米の有名品種。昭和32年命名。
■ 美山錦(みやまにしき)比較的耐冷性が強いので北日本で多く栽培されている酒造好適米。昭和53年命名。 ※戸田酒造でも使用しています。
■ 雄町(おまち)酒造好適米の主要品種のなかでも古い品種。独特の「ふくらみ」をもつ酒になるので根強い人気がある。大正13年命名。
■ 山恵錦(さんけいにしき)令和2年(2020年)3月に品種登録。「美山錦」と同じ熟期の品種で、稲の丈が短く倒伏しにくく、冷害やいもち病に強い特徴があります。収量・玄米重とも「美山錦」より優れ、心白(粒の中心の白濁部位で良好な麹造りに必要とされる)の発現率が高く、玄米の外観品質が優れています。精米時の割れが少ない等の加工適性があり(高度とう精)、清酒(純米吟醸酒)での食味試験の結果、芳醇な含み香があり、なめらかさがあると評価されています。 ※戸田酒造でも使用しています。
醸造アルコールとは
醸造アルコールとは、でんぷん質物や含糖質物を原料として発酵させて蒸留したアルコールをいいます。
もろみにアルコールを適量添加すると、香りが高く、「スッキリした味」になります。アルコールの添加には、清酒の香味を劣化させる乳酸菌(火落菌)の増殖を防止するという効果もあります。
吟醸酒や本醸造酒に使用できる醸造アルコールの重量(アルコール95度換算の重量による)は、白米の重量の10%以下に制限されています。
新酒と杉玉
古来、造り酒屋の看板として杉の葉を束ねて軒先に吊るし、酒造の神のご加護を願う風習がありました。これを“酒琳”(さかばやし)と言って、後に球状に造られたことから「杉玉」と言うようになったようです。
青々とした真新しい杉玉が吊るすことで新酒が出来たことを知らせる役割を果たします。これが茶色になる頃には、熟成されたお酒の発売をお知らせすることになります。つまり、杉玉は「搾りを始めました」という目印です。

名称の違い
醸造アルコール
吟醸造り、固有の香味、
色沢が良好
醸造アルコール
吟醸造り、固有の香味、
色沢が特に良好
香味、色沢が良好
吟醸造り、固有の香味、
色沢が良好
吟醸造り、固有の香味、
色沢が特に良好
特別な製造方法
香味、色沢が特に良好
醸造アルコール
香味、色沢が良好
醸造アルコール
特別な製造方法
香味、色沢が特に良好
製成後一切加熱処理していないお酒。通常は2回加熱処理する。
そのため、保存には低温保存が必要です。開栓後は早めにお召し上がり下さい。
製成後、加熱処理をせずに貯蔵し、出荷の際に1度だけ加熱処理するお酒。
生の味が楽しめる上に、保存にも便利。
清酒を搾った後、一切加水していないもの。通常は20度前後のアルコール分を15~16度に加水します。
原酒は加水していないため、『濃厚』な味が楽しめます。
酒造用語
しゅぼ【 酒母 】文字通り酒の母。酛(もと)ともいいます。米、麹、水で栄養豊富なもろみ状のものをつくり、酵母を増殖させたもの。
清酒もろみと酒母の決定的な違いはその「酸っぱさ」にあります。
実は酵母が酸に強いのに対してほとんどの有害菌は酸に弱いので、酸の多い酒母のなかでは酵母だけがどんどん増えます。
伝統的な酒母のつくりかたの完成型。時間と手間を掛け、自然の乳酸菌が出す乳酸で有害菌を抑えて酵母を増やします。
できあがりはアミノ酸が多い。この方法で育った酵母は強健で、どちらかというと味のある辛口酒をつくるのに向いています。
明治時代に開発された、生酛の省略版。生酛製造でいちばん手間の掛かる「山卸」とよばれる作業工程を廃止合理化したため、「山卸廃止」略して「山廃」という名前がつきました。できあがりや酵母の性質は生酛と変わりません。
やまおろし【 山卸 】生酛ではまず、蒸米、麹、水を「半切桶(はんぎりおけ)」という、たらいのような浅い桶6~8枚に分けて仕込みます。これを時々混ぜながら自然に冷やして、仕込から15~20時間後、普通夜中から早朝にかけて約3時間おきに3回、半切桶ひとつに2~3人がかりで、かぶら櫂(かい)という道具を使い、水を吸ってふくれあがった米粒がこなれるまで丁寧にすりつぶしていきます。そのすりつぶす作業を「山卸」といいますが、非常に根気のいる作業で、しかも夜中、寒気のなかですから、蔵人たちにとってつらい仕事だったわけです。


